Akceptujte cookies pre zobrazenie obsahu
Nastavenia cookies
Spoločnosť Hydro navrhuje a vyrába lisovacie nástroje na mieru a nástroje pre profily všetkých veľkostí a úrovní zložitosti. Od úvodnej konzultácie a simulácie až po korekciu nástroja a konečné overenie optimalizujeme každý nástroj s cieľom stabilizovať rozmery, znížiť odpad a skrátiť čas nábehu.

Naši odborníci na lisovacie nástroje kombinujú CAD modelovanie, simuláciu prúdenia a skúsenosti priamo na lise, aby navrhli lisovacie nástroje, ktoré produkujú konzistentné a vysoko kvalitné profily. Vyberáme nástrojové ocele vhodné pre každú aplikáciu a aplikujeme tepelné a povrchové úpravy na predĺženie životnosti nástroja. Po výrobe overujeme výkonnosť kontrolou prvého výrobku a riadeným nábehom na lise.
Ako skúsený výrobca lisovacích nástrojov si spoločnosť Hydro navrhuje aj vyrába nástroje interne. Spolupracujeme aj s nezávislými výrobcami nástrojov, keď si to vyžadujú projektové požiadavky. Naším cieľom je v každom prípade nástroj, ktorý dosiahne cieľové tolerancie už pri prvej výrobnej sérii a udrží si nízke náklady na meter počas celej svojej životnosti.
Nástrojové materiály: nástrojové ocele vybrané podľa pevnosti, odolnosti voči opotrebovaniu a požiadaviek špecifickej zliatiny a profilu.
Tepelné spracovanie: riadené tepelné spracovanie pre rovnomerné rozmery, stabilitu a predĺženú životnosť nástroja.
Povrchová úprava: nitridácia, nitrocementácia, CVD a PVD povlaky podľa požiadaviek geometrie profilu a zliatiny.
Korekcia nástroja: iteratívne ladenie v prípade potreby na základe údajov zo skúšobného lisovania na splnenie dohodnutých cieľov tolerancie a povrchovej úpravy.
Stratégie otvorov: jedna dutina pre stredné a veľké profily; viac dutín (až 16) pre malé profily.
Validácia: kontrola prvého profilu a rozmerová kontrola oproti dohodnutým toleranciám a povrchovej úprave pred plnou výrobou.
Konzultácia: kontrola výkresov, výber zliatiny, veľkosť lisu a objem výroby.
Návrh: CAD/návrh formy, stratégia dutiny, plán lisu a výstupná produktivita.
Simulácia: modelovanie prúdenia a teploty na predbežné vyváženie rozloženia kovu.
Výroba: presné obrábanie nástrojov, po ktorom nasleduje tepelná a povrchová úprava.
Kontrola: kontroly prvého výrobku a korekcia nástroja podľa potreby.
Validácia: potvrdenie rozmerovej stability, povrchovej úpravy a dokumentácia optimálnych nastavení pre ďalšiu výrobnú sériu.
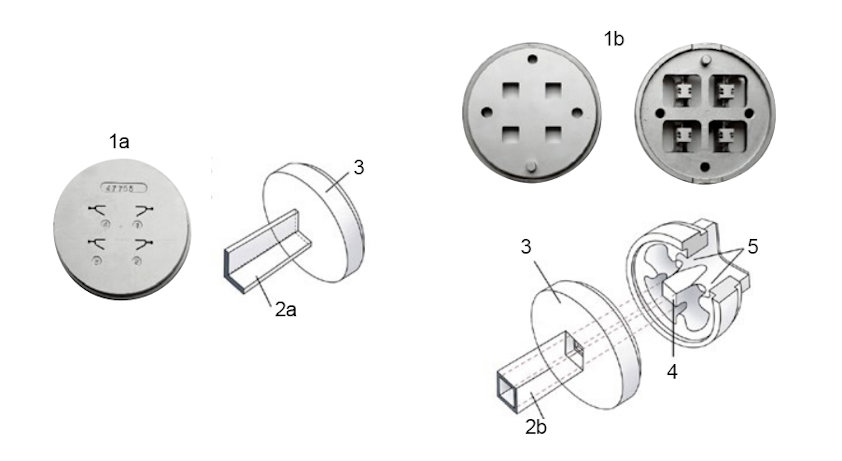
Existujú dve hlavné triedy lisovacích nástrojov: plné a duté. Plné profily sa vyrábajú pomocou plochého, diskového nástroja. Dutina nástroja sa obrába tak, aby zodpovedala požadovanému prierezu, a zahriaty polotovar sa cez ňu priamo pretlačí. Duté profily vyžadujú dvojdielny nástroj. Tŕň, ktorý tvaruje vnútornú dutinu, je podopretý mostíkovou konštrukciou. Počas lisovania hliník obteká mostík a na druhej strane sa zvarí, čím vytvorí dutý tvar. Vonkajšia časť nástroja tvaruje vonkajší obrys profilu. Životnosť nástroja závisí najmä od použitej ocele, hrúbky steny profilu, hliníkovej zliatiny a požadovanej kvality povrchu. Zložitejšie profily a tvrdšie zliatiny vo všeobecnosti vedú k rýchlejšiemu opotrebovaniu nástroja.
Cena lisovacieho nástroja závisí od niekoľkých faktorov a spoločnosť Hydro vám poskytne cenovú ponuku špecifickú pre daný projekt na základe vašich požiadaviek. Pochopenie kľúčových faktorov ovplyvňujúcich náklady vám pomôže vymedziť rozsah vášho projektu a robiť informované rozhodnutia počas fázy návrhu.
Zložitosť profilu: Kritické prierezy s prísnymi toleranciami, hlbokým pomerom kanálov a pera, rôznymi hrúbkami stien a požiadavkou na vysoko kvalitný povrch vyžadujú viac času na návrh a presnejšie obrábanie.
Veľkosť prierezu: Väčšie profily potrebujú väčšie matrice s väčším množstvom nástrojovej ocele, zatiaľ čo veľmi malé, ľahké profily využívajú viacdutinové lisovacie nástroje, aby sa dosiahla minimálna výstupná hmotnosť lisovacej linky.
Počet dutín: viacdutinové lisovacie nástroje (až 16 otvorov) pomáhajú zvýšiť WP/M (hmotnosť na meter), keď je profil malý a ľahký. To zaisťuje dobrú produktivitu na lisovacej linke a udržiava dobrú životnosť lisovacích nástrojov.
Požiadavky na zliatiny a lisovanie: tvrdšie zliatiny a vyššie pomery lisovania zvyšujú opotrebenie lisovacieho nástroja v dôsledku vyššieho vývoja tepla, čo môže vyžadovať nástrojovú oceľ vyššej triedy, chladenie dusíkom alebo dodatočné povrchové úpravy.
Tepelné a povrchové úpravy: nitridácia, CVD alebo PVD povlaky predlžujú životnosť, ale zvyšujú počiatočnú investíciu.
Korekcia nástroja: na dosiahnutie očakávaní konečného výkresu sú niekedy potrebné interaktívne úpravy alebo jemné doladenie po skúšobných/výrobných sériách, najmä pri zložitých/kritických profiloch.
Veľké a stredne veľké profily sa lisujú cez jednodutinový lisovací nástroj, aby sa reguloval tok a udržali sa prísne tolerancie. Menšie profily môžu prechádzať cez viacdutinové lisovacie nástroje s až 16 otvormi, čo zvyšuje priepustnosť pri veľkom objeme. Naši inžinieri vyhodnocujú hmotnosť lisu, zliatinu, geometriu a následnú manipuláciu, aby odporučili správny počet dutín a vyvážili tok cez otvory pre konzistentné výsledky.
Lisovacie nástroje sú opracované z kalenej nástrojovej ocele, ktorá je vybraná pre vysokú odolnosť voči opotrebovaniu a tepelnú stabilitu. Konkrétna akosť závisí od hliníkovej zliatiny a očakávaného objemu výroby. Tepelné spracovanie a povrchové úpravy, ako je nitridácia alebo CVD, ďalej predlžujú životnosť lisovacieho nástroja.
Pre malé, symetrické profily vieme navrhnúť viacdutinové lisovacie nástroje s až 16 otvormi. Počet dutín závisí od geometrie profilu, tonáže lisu a následných manipulačných možností. Viacdutinové lisovacie nástroje zvyšujú priepustnosť vďaka výrobe niekoľkých profilov naraz.
Plné profily sa vyrábajú pomocou plochej, diskovej matrice s jednou obrobenou dutinou. Duté profily vyžadujú dvojdielnu matricu: tŕň podopretý mostíkom tvaruje vnútornú dutinu, zatiaľ čo vonkajšia matrica tvaruje vonkajší obrys. Hliník obteká mostík a počas lisovania sa opäť spája, čím vytvára dutý profil. Duté matrice sú zložitejšie na návrh a výrobu, čo sa odráža v nákladoch a dodacej lehote.
Áno. Po skúšobných lisovaniach vykonávame korekciu nástroja, aby sme doladili tok kovu a splnili tolerančné ciele. Taktiež špecifikujeme a aplikujeme povrchové úpravy vrátane nitridácie, nitrocementácie, CVD a PVD povlakov na základe profilu, zliatiny a očakávaného objemu výroby.
Cena lisovacieho nástroja závisí od zložitosti profilu, veľkosti prierezu, počtu dutín, požiadaviek na zliatinu, požadovanej triedy nástrojovej ocele a tepelných alebo povrchových úprav. Jednoduché plné profily stoja menej ako zložité duté profily. Lisovacie nástroje s viacerými dutinami majú vyššie počiatočné náklady, ale pri veľkom objeme môžu znížiť výrobné náklady na meter. Kontaktujte nás pre cenovú ponuku špecifickú pre daný projekt.







