A tartalom megtekintéséhez fogadd el a sütiket
Süti beállítások
A Hydro egyedi alumínium extrudáló szerszámokat és szerszámkészleteket tervez és gyárt minden méretű és bonyolultsági szintű profilhoz. A kezdeti konzultációtól és szimulációtól kezdve a szerszámkorrekción át a végső validációig minden szerszámot optimalizálunk, hogy stabil méreteket érjünk el, csökkentsük a selejtet és lerövidítsük a felfutási időt.

Szerszámmérnökeink a CAD modellezést, az áramlási szimulációt és a présüzemi tapasztalatot ötvözve olyan extrudálószerszámokat terveznek, amelyek egyenletes, kiváló minőségű profilokat biztosítanak. Az adott alkalmazáshoz illeszkedő szerszámacélokat választunk, és hő- valamint felületkezelésekkel növeljük a szerszámok élettartamát. Gyártás után elsődarab-ellenőrzéssel és kontrollált felfuttatással validáljuk a teljesítményt az Ön présén.
Tapasztalt alumínium extrudálószerszám-gyártóként a Hydro házon belül tervezi és gyártja a szerszámokat. Emellett független szerszámgyártókkal is együttműködünk, ha a projekt ezt indokolja. Célunk minden esetben olyan szerszám, amely már az első gyártási futás során eléri a tűréseket, és teljes élettartama alatt alacsonyan tartja az egy méterre jutó költséget.
Szerszámanyagok: A szerszámacélokat a szükséges keménység, kopásállóság, valamint az adott ötvözet és profil igényei alapján választjuk ki.
Hőkezelés: Szabályozott hőkezelési folyamatokkal biztosítjuk az egyenletes mérettartást, a stabil működést és a hosszú szerszámélettartamot.
Felületkezelés: A profil geometriájához és az ötvözethez igazítva alkalmazunk nitridálást, nitrokarburálást, valamint CVD és PVD bevonatokat.
Szerszámkorrekció: Szükség esetén a próbagyártás adatai alapján iteratív finomhangolást végzünk, hogy teljesüljenek az egyeztetett tűrések és felületi követelmények.
Nyíláskialakítási stratégiák: Közepes és nagy profilok esetében együreges, kisebb profiloknál többüreges (akár 16 nyílásos) szerszámokat alkalmazunk.
Validálás: Az első profil ellenőrzésével és méretellenőrzéssel igazoljuk a megfelelést az egyeztetett tűréseknek és felületi követelményeknek még a sorozatgyártás előtt.
Konzultáció: Áttekintjük a rajzokat, az ötvözetválasztást, a présméretet és a tervezett gyártási volumeneket.
Tervezés: CAD- és szerszámtervezés, üregstratégia kialakítása, préselési terv és várható termelékenység meghatározása.
Szimuláció: Áramlási és hőmérséklet-szimulációk a fémáramlás előzetes kiegyensúlyozásához.
Gyártás: A szerszám precíz megmunkálása, majd hő- és felületkezelések alkalmazása.
Ellenőrzés: Elsődarab-ellenőrzés és szükség szerinti szerszámkorrekció.
Validálás: A méretstabilitás és a felületi minőség igazolása, valamint az optimális beállítások dokumentálása a következő gyártási ciklushoz.
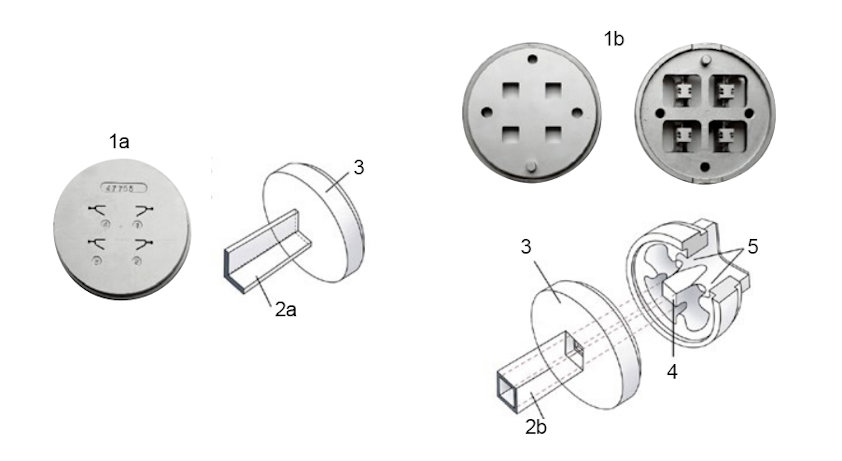
Az alumínium extrudálószerszámoknak két fő osztálya van: tömör és üreges. A tömör profilokat lapos, korong alakú szerszámmal állítják elő. A szerszámüreget a kívánt keresztmetszetnek megfelelően alakítják ki, majd a felhevített tuskót közvetlenül ezen préselik át.
Az üreges profilokhoz kétrészes szerszám szükséges. A belső üreget kialakító mandrelt egy hídszerkezet tartja. Az extrudálás során az alumínium a híd körül áramlik, majd a másik oldalon újra összeheged, kialakítva az üreges formát. A szerszám külső része a profil külső kontúrját formálja. A szerszám élettartamát elsősorban az alkalmazott acél minősége, a profil falvastagsága, az extrudált ötvözet és az elvárt felületi minőség határozza meg. Az összetettebb profilok és a keményebb ötvözetek általában gyorsabb szerszámkopáshoz vezetnek.
A szerszám ára több tényezőtől függ. A Hydro minden esetben projektalapú ajánlatot ad az Ön igényei alapján. Az alábbi kulcstényezők segítenek tudatos döntéseket hozni már a tervezési fázisban.
Profilkomplexitás: A szűk tűréshatárokkal, mély csatornák/ereszték aránnyal, változó falvastagsággal és magas felületi minőséggel rendelkező kritikus keresztmetszetek több tervezési időt és pontosabb megmunkálást igényelnek.
Szekcióméret: A nagyobb profilokhoz nagyobb szerszámokra és több szerszámacélra van szükség, míg a nagyon kicsi, könnyű profilokhoz több fészkes szerszámok szükségesek a présgép minimális kimenő súlyának eléréséhez.
Üregek száma: a több üreges szerszámok (akár 16 nyílással) segítenek növelni a WP/M-et (méterenkénti súly), ha a profil kicsi és könnyű. Ez jó termelékenységet biztosít a préssoron, és hosszú szerszámélettartamot biztosít.
Ötvözet- és préselésfeltételek: a keményebb ötvözetek és a nagyobb extrudálási arányok növelik a szerszám kopását a nagyobb hőtermelés miatt, ami jobb minőségű szerszámacélt, nitrogénes hűtést vagy további felületkezelést igényelhet.
Hő- és felületkezelések: a nitridálás, a CVD- vagy PVD-bevonatok meghosszabbítják az élettartamot, de növelik a kezdeti befektetést.
Szerszámkorrekció: a próba-/gyártási futtatások utáni interaktív beállításokra vagy finomhangolásra néha szükség van a végső rajzi elvárások eléréséhez, különösen összetett/kritikus profilok esetén.
A nagy és közepes méretű profilokat egyetlen fészkes szerszámon préselik át az áramlás szabályozása és a szűk tűrések fenntartása érdekében. A kisebb profilok akár 16 nyílással rendelkező több fészkes szerszámokon is áthaladhatnak, növelve az áteresztőképességet nagy mennyiségben. Mérnökeink a présűrítmény, az ötvözet, a geometria és a további kezelési módok kiértékelése alapján javasolják a megfelelő fészekszámot és az áramlás kiegyensúlyozását a nyílásokon keresztül az egységes eredmény érdekében.
Az extrudáló szerszámokat edzett szerszámacélokból munkálják meg, amelyeket nagy kopásállóság és hőstabilitás szempontjából választanak ki. A konkrét minőség az extrudálandó ötvözettől és a várható gyártási mennyiségtől függ. A hőkezelés és a felületi bevonatok, például a nitridálás vagy a CVD, tovább növelik a szerszám élettartamát.
For small, symmetric profiles, we can design multi-cavity dies with up to 16 openings. The number of cavities depends on profile geometry, press tonnage and downstream handling capabilities. Multi-cavity dies increase throughput by producing several profiles per press stroke.
Solid profiles are produced using a flat, disc-shaped die with a single machined cavity. Hollow profiles require a two-part die: a mandrel supported on a bridge shapes the internal cavity, while the outer die shapes the external contour. The aluminium flows around the bridge and rejoins during extrusion to form the hollow section. Hollow dies are more complex to design and manufacture, which is reflected in cost and lead time.
Yes. After trial extrusions, we perform die correction to fine-tune metal flow and meet tolerance targets. We also specify and apply surface treatments, including nitriding, nitrocarburization, CVD and PVD coatings, based on the profile, alloy and expected production volume.
Die cost depends on profile complexity, section size, number of cavities, alloy demands, required tool steel grade, and heat or surface treatments. Simple solid profiles cost less than complex hollow sections. Multi-cavity dies have a higher initial cost but can lower per-meter production cost at volume. Contact us for a project-specific quote.







